
Note: Heating a Kovar Ferrule for Glass Soldering
Objective:
To heat a Kovar ferrule to 428 °F (220 °C) for a glass soldering application.
End Product:
Kovar ferrule
Equipment:
- Ambrell EASYHEATTM4 kW, 150-400 kHz induction heating system equipped with a remote workhead
- A single position single-turn open C coil designed specifically for this application
Materials:
Kovar ferrule, glass fiber, glass solder preforms
Temperature:
428 °F (220 °C)
Frequency:
195 kHz
Testing:
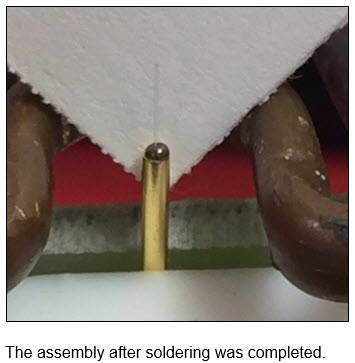
Initial tests were conducted to optimize the power delivered to the part. The ferrule was clamped between two non-conducting surfaces. The solder preform was placed over the glass fiber to rest on the end of the ferrule farthest from the side opening. It took nine seconds for the part to heat to 428 °F (220 °C). The solder formed a relatively uniform domed seal around the fiber despite the asymmetry of the open C coil
Benefits:
-
Speed: It took under 10 seconds to heat the part to soldering temperature
-
Precise, repeatable heating: Quality was the most important attribute to this client, and induction"s precision and repeatability meets that objective
-
Footprint: The EASYHEAT takes up a modest footprint, making it an easy addition into this client"s new process
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000