
Note: Heating Inconel Billets for Forging
Objective:
To heat Inconel billets to 2050 °F (1121.1 °C) for a forging process.
End Product:
Billet
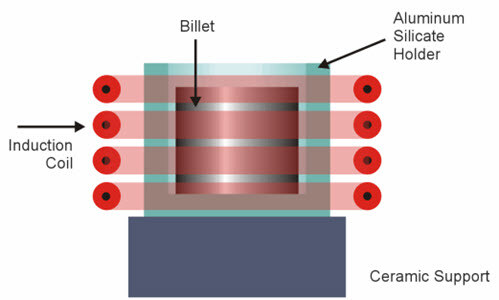
Equipment:
Ambrell 5 kW induction heating system equipped with a remote workhead. An induction heating coil designed and developed specifically for this application.
Materials:
Small inconel billets 0.39 in OD, 0.7 in length (.99 mm OD, 17.8 mm length) with ceramic crucible 1.0 in OD, 0.7 in ID, 1.4 in length (25.4 mm OD, 17.8 mm ID, 35.6 mm length); large inconel billets 0.5 in OD, 1.0 in length (12.7mm OD, 25.4mm length) with ceramic crucible 1.25 in OD, 0.87 in ID, 1.37 in length (31.8mm OD, 22.1mm ID, 34.8mm length)
Temperature:
2050 °F (1121.1 °C)
Frequency:
226 kHz
Testing:
A custom-designed single position multiple-turn pancake coil was built to generate the required heating for this application. Initial tests were conducted to optimize the power delivered to the part. The coil was separated from the part by two layers of insulating felt. The coil needed to be weighted down with cinder blocks to prevent levitation. An optical pyrometer was used to measure the temperature of the inside of the part. It took about 40 minutes to reach the targeted temperature of 1800 °F (982 °C).
Benefits:
-
Speed: Induction met the client"s time requirements and is generally faster than other heating methods.
-
Precise Heating: Induction can be applied almost exactly where it is needed without wasting heat where it isn"t required.
-
Repeatability: The client can expect the same result in the same amount of time every single time with induction heating.
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000