
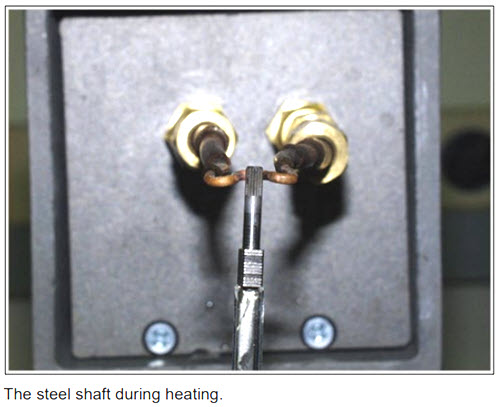
Note: Heat a steel shaft for insertion
Objective:
To heat a knurled steel shaft prior to staking into plastic
End Product:
Hinge
Equipment:
Ambrell EASYHEAT 2 kW, 150-400 kHz induction heating system with a workhead and coil specifically designed for this application
Materials:
Steel shaft samples
Temperature:
465 °F (240 °C)
Frequency:
298 kHz
Testing:
A single-turn channel style coil was used to generate the required heat pattern. The knurled end of the shaft was heated to the required temperature in 3 seconds. The lower portion of the shaft did not exceed 200 °F (95 °C), which was the desired result. Controlling the heat successfully preserved the lubricant applied to the unheated end.
Benefits:
-
Localized application of energy limits temperature drift, which was critical for this application
-
Hands-free heating that involves no operator skill for manufacturing, boosting repeatability
-
Rapid heating which can benefit production
-
Even distribution of heat
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000