
Note: Case Hardening of Armature Shaft
Objective:
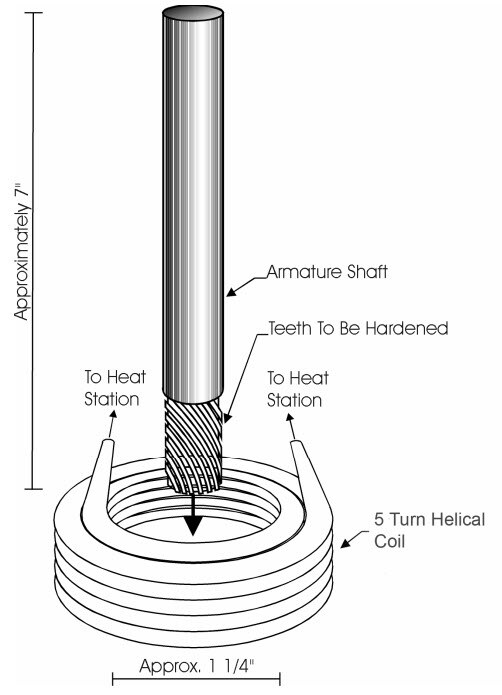
Harden the gear end of an armature shaft to 58-65 Rockwell C at a depth of 0.02"(.51mm) on the center line of the teeth and to 49-55 Rockwell C at a depth of .010" (.3mm) on the center line of the root.
End Product:
Armature Shaft
Equipment:
- Ambrell 20 kW induction heating system equipped with a remote workhead containing two (2) capacitors totaling 0.5 µF
- 4-20 mA input simulator
- An induction heating coil designed and developed specifically for this application.
Materials:
Steel armature shaft measuring 7" (177.8mm) in length with a gear diameter of approximately 1/2" (12.7mm)
Temperature:
1700ºF(926.7ºC)
Frequency:
140 kHz
Testing:
A five-turn helical coil is used to heat the gear end of the shaft to 1700ºF (926.7ºC) for 2.5 seconds to achieve the desired hardness.
Benefits:
-
Pinpoint accuracy
-
Maximum repeatability
-
Faster cycle time
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000