
Note: Pre Heating Steel For Forging Horse Shoes
Objective:
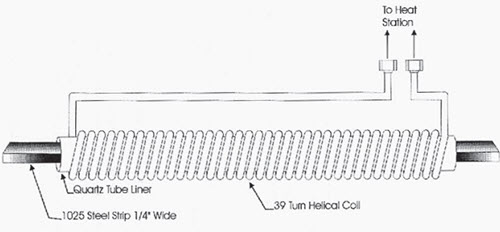
To heat a strip of 1025 steel to 1800 ºF prior to a forging process for the production of horse shoes.
End Product:
1025 steel
Equipment:
Ambrell 40 kW output solid state induction power supply including a heat station with a total capacitance of 0.5 µF.
Materials:
1025 Steel strip approximately 3/4" wide and 1/4" thick.
Temperature:
1800 ºF
Frequency:
75 kHz
Testing:
Presently, blanks are cut and heated in a gas fired oven and then forged in the press. With an induction coil in place, the steel would be fed continuously from a roll through the induction coil and into the forging press. In order to meet the increased production rate, heating of the 13" steel section must occur within 10 seconds.
Benefits:
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000