
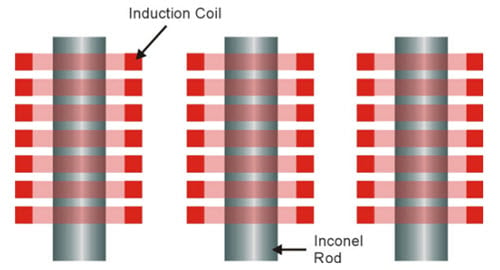
Note: Pre-heating three rods for hot heading
Objective:
Simultaneously heat three inconel rods to 2150ºF (1176ºC)
End Product:
Inconel rods
Equipment:
- Ambrell 40 kW induction heating system, equipped with a remote workhead containing three 0.75µF capacitors for a total of 0.25µF
- An induction heating coil designed and developed specifically for this application.
Materials:
3 inconel rods 1.0” (25.4mm) OD, 8.0” (203.2mm) length
Temperature:
2150 ºF (1176ºC)
Frequency:
135 kHz
Testing:
A three-station helical coil is designed for this application with seven turns at each station. The Inconel rods are placed inside the coils and power is applied for twenty two seconds. A five second heat soak is recommended to allow heat to penetrate to the center of the rod.
Benefits:
-
Improved production rates with minimal defects
-
Reduced need for post production tempering and heat treating
-
Even distribution of heating
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000