
Note: Heat a steel block with a cutout for carbide
Objective:
To heat a steel block with a cutout for carbide to 1350 ºF (732 ºC) within 60 seconds for a brazing application to create cutting tools for flashlight manufacturing.
End Product:
Steel block
Equipment:
Ambrell EKOHEAT 45 kW, 50-150 kHz induction heating system equipped with a remote heat station containing eight 1.0 μF capacitors A single position, six-turn helical induction heating coil designed and developed specifically for this application
Materials:
Steel block with carbide cutout (2” x 1.75” x 4” / 51mm x 44mm x 102mm)Black flux
Carbide
Braze material
Temperature:
1350 ºF (732 ºC)
Frequency:
51 kHz
Testing:
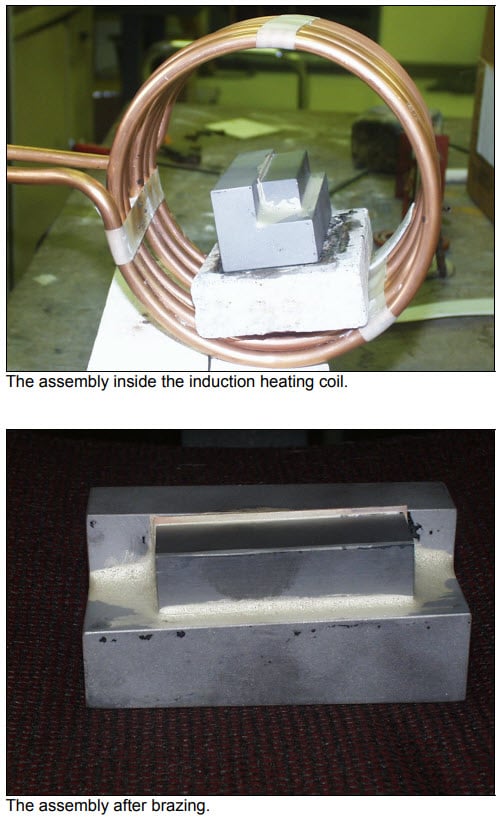
Initial testing was conducted to optimize power delivered to the part. The part was fluxed and assembled with two braze shims per mating surface. The assembly was placed into the induction coil and the power was turned on. The part heated well and the braze alloy flowed nicely. The part heated to the desired temperature within the targeted time of 60 seconds.
Benefits:
-
Improved quality and repeatability: The client was using a torch, and induction offers more precise heating that is repeatable, which is what the client desired
-
Speed: Induction heating allowed the client to achieve the targeted heating time of 60 seconds, which is faster than what the torch could deliver
-
Superior efficiency: Induction heating applies heat only to the part, which means there’s no wasted energy and cost savings are achieved when compared to a brazing torch
-
Safety: Unlike a torch, induction offers clean, flameless heating
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000