
Note: Brazing stainless steel shaft to carbide gripper cone
Objective:
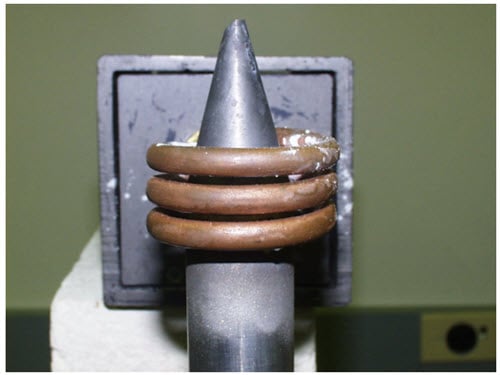
Brazing a carbide cone to a stainless steel shaft to create a gripper for use in oil fields
End Product:
Gripper
Equipment:
Ambrell 2.4 kW induction heating system, equipped with a remote workhead containing two 1.2µF capacitors for a total of 2.4µF An induction heating coil designed and developed specifically for this application.
Materials:
Cone shaped VC2 carbide 1.075 dia (27.3mm), 1.875” (47.6mm) tall, Stainless steel shaft 1.075 (27.3mm) dia with a post for carbide to sit on, silver solder washer and white braze flux
Temperature:
1350 ºF (732 ºC)
Frequency:
151 kHz
Testing:
A three turn helical coil is used to braze the carbide to the stainless steel shaft. A silver solder washer is placed over the post on the shaft, the carbide is placed on the washer and flux is applied. The assembly is placed in the coil for 75 seconds to braze the carbide to the shaft.
Benefits:
-
Repeatable failure-resistant joints
-
Precise application of heat zone
-
Faster production with quick heat-up, cool-down cycles
-
Hands-free heating that involves no operator skill for manufacturing
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000