
Note: Brazing steel orthodontic parts
Objective:
To heat a batch of orthodontic parts to 1300 °F (704 °C) within 1 second in an inert atmosphere for brazing
End Product:
steel orthodontic parts
Equipment:
Ambrell 3kW induction heating system and 0.5μF heat station
Materials:
Small stainless steel orthodontic parts
silver braze alloy, no flux
3.125 in (79.3 mm) graphite susceptor disk with 1 in (25.4 mm) center hole
bell jar made of pyrex or quartz
Temperature:
1300 °F (704 °C)
Frequency:
165 kHz
Testing:
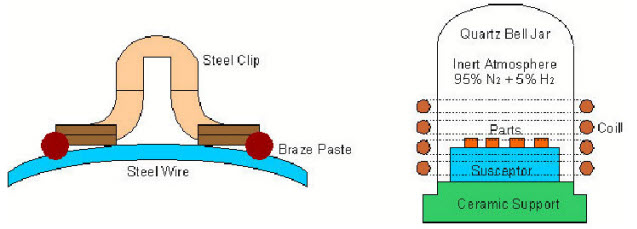
A four turn helical coil is used to heat parts. Brazing paste is applied to orthodontic parts with a syringe. The parts are placed on the graphite susceptor disk, which is placed on an insulating support in a quartz bell jar. After the jar is filled with inert gas, RF power is applied for 50 seconds at 165kHz to reach the required temperature, followed by a cool-down cycle.
Benefits:
Fast, accurate, repeatable heat
Ability to heat very small areas within precise production tolerances
Better joint quality, reduced oxidation
Increased production rates and reduced labor costs (100 parts are brazed in 50 seconds)
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000