
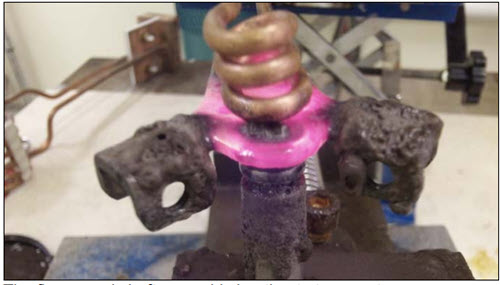
Note: Brazing steel flange and shaft
Objective:
To heat various steel flange and shaft assemblies to 1400 °F (760 °C) for a brazing application
End Product:
Flange & shaft assembly
Equipment:
Ambrell EASYHEAT LI 5060, 5kW 150-400 kHz induction heating system equipped with a remote heat station containing one 1.0 μF capacitor A multiple-turn helical coil designed and developed for this application
Materials:
Steel flanges Steel shafts Braze Flux
Temperature:
1400 °F (760 °C)
Frequency:
261 kHz
Testing:
The flange is of a smaller mass than the shaft. The flange couples to the induction field much more vigorously than the exposed shaft from the top. The result of this is the flange heating more rapidly than the shaft. Consequently, a braze shim pre-form inserted between the shaft and flange along with a coating of flux for brazing is recommended. This application requires heat to be delivered at a slower rate to allow the heat to be distributed to the flange from the shaft. Consequently, a braze cycle of 24 seconds is recommended for this application. The recommended orientation of the parts enables gravity to help keep the braze alloy evenly distributed, which helps it flow into the joint.
Benefits:
-
Quality: The client was using a flame, which was labor intensive and resulted in inconsistent results
-
Labor: Induction is a repeatable process that isn"t as labor intensive as a flame often is
-
Speed: Induction can heat the assembly rapidly
-
Efficiency: Induction is more energy-efficient than a torch
-
Worker safety: Induction means there aren"t the safety risks that come with an open flame
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000