
Note: Brazing joint on pressurized heater connectors
Objective:
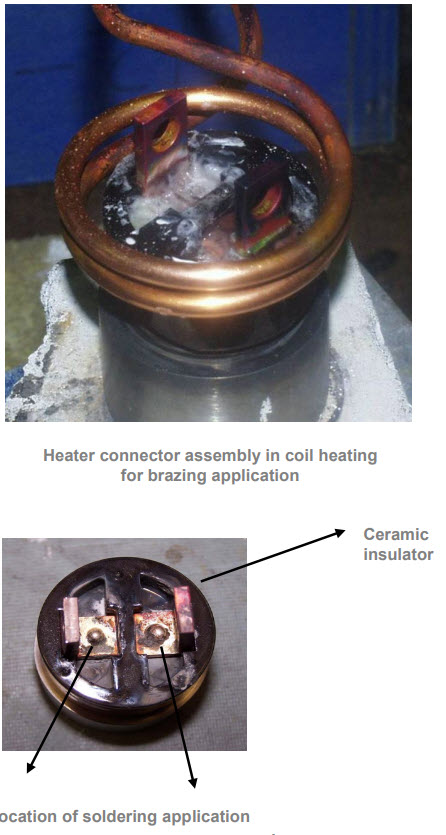
To braze a joint between a copper lug and nickel-plated copper pins on a pressurized heater connector
End Product:
Pressurized heater connector
Equipment:
Ambrell EASYHEAT 10 kW, 150-400 kHz solid state induction power supply with a workhead and coil specifically designed for this application.
Materials:
1.5 in (38.1mm) diameter heater connector in a ceramic insulator with L-shaped copper lugs and nickel-plated copper pins silver solder braze
Temperature:
1175-1375 °F (635-746 °C)
Frequency:
270 kHz
Testing:
A two-turn helical coil was used to heat the copper lugs and nickel-plated copper pins for one minute. A clamp was used in production to hold the copper lugs in place for brazing.
Benefits:
-
Minimal transfer of heat to the adjacent ceramic insulator.
-
Hands-free heating that involves minimal operator skill for manufacturing
-
Flameless processing. Heat very small precise areas within production tolerances.
-
Even distribution of heating.
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000