
Note: Brazing Ends of a Steel Assembly
Objective:
To braze both ends of a steel tube assembly concurrently; they are familiar with induction heating but had a new requirement.
End Product:
Steel tube assembly
Equipment:
Ambrell EASYHEAT 6 kW, 150-400 kHz solid state induction power supply with a workhead and coil specifically designed for this application.
Materials:
Nonmagnetic steel
Temperature:
1425 °F (774 °C)
Frequency:
240 kHz
Testing:
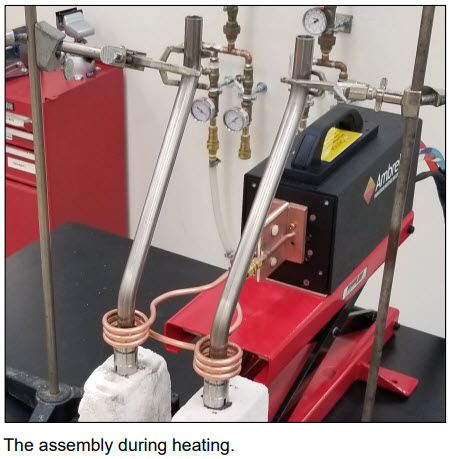
A custom-designed double position multiple-turn helical coil was built to generate the required heating for this brazing application. Initial tests were conducted to optimize the power delivered to the parts. Temperature indicating paint was then applied to the parts, which dissolves when the parts reach target temperature. It took 40 seconds to heat the samples to temperature
Benefits:
-
Lab Expertise: The client wanted to braze both ends of the part concurrently, and THE LAB at Ambrell was able to meet that requirement.
-
Speed: Induction met the client"s time requirements and is often faster than other heating methods.
-
Repeatability: The client can expect the same result in the same amount of time every single time with induction heating.
-
Work Environment: With induction there is no open flame and with induction"s instant on/off capabilities, it introduces less heat into the work environment.
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000