
Note: Brazing Copper T Assemblies
Objective:
To heat copperT-assemblies for brazing
End Product:
Copper T assembly
Equipment:
Ambrell 20 kW, 50-450 kHz solid state induction power supply with a remote heat station containing two 1.32 μF capacitors (total capacitance 0.66 μF). A custom-designed induction heating coil.
Materials:
Copper inT in assemblies Silver-copper eutectic braze White flux
Temperature:
1400(760) °F( °C)
Frequency:
250 kHz
Testing:
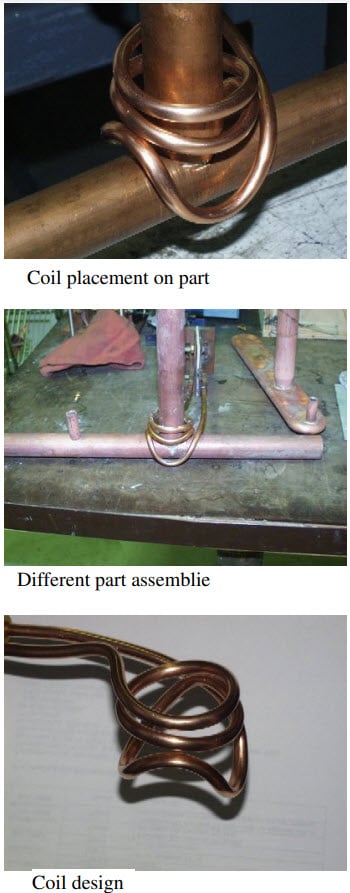
A custom double-wound pancake-helical coil combination is used to efficiently transfer RF power. Tests were conducted using temperature indicating paint to establish heating profiles and time-to-temperature. After the optimum time-to-temperature of 3-5 minutes is established, a braze ring is placed at the joint and white flux applied to the joint area. The first joint on each piece takes 5 minutes with subsequent joints on the same copper piece taking much less time (~3 minutes)
Benefits:
-
Semi-automatic process reduces amount of operator labor involved
-
Easy and effective completion of braze joints
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000