
Note: Brazing an aluminum bicycle assembly
Objective:
Braze an aluminum assembly to 968 °F (520 °C) within 20 seconds
End Product:
Bicycle tube
Equipment:
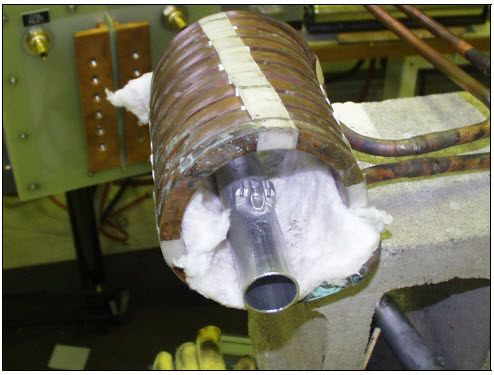
Ambrell EKOHEAT 20/10 LI, 20kW 5-15 kHz induction heating system equipped with a remote heat station containing one 53 μF capacitor A two-position helical induction heating coil designed and developed specifically for this application
Materials:
Customer supplied 1.33 in (33.8 mm) O.D. aluminum tube and aluminum mating part Aluminum braze alloy
Temperature:
968 °F (520 °C)
Frequency:
10 kHz
Testing:
Braze material was applied between the tubing and the mating part. The assembly was placed inside the coil and heated for approximately 40 seconds. With a two-position coil, two parts can be heated simultaneously, which means one part would be completed every 15-20 seconds. Braze material was stick fed, which created a good joint. The heating time with two parts being heated simultaneously meets the client's objective, and represents a significant improvement in regards to speed over using a torch.
Benefits:
-
Speed: The recommended approach cut their heating time in half when compared to using a torch
-
Part quality: Induction heating is a repeatable method with more consistency than a torch can generally deliver
-
Safety: Induction heating is a clean, precise method that does not involve an open flame like a torch, which results in a safer work environment
-
Free lab testing: Ambrell"s Lab Service Request testing enabled the client to test their application to ensure induction heating would meet their desired heating time
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000