
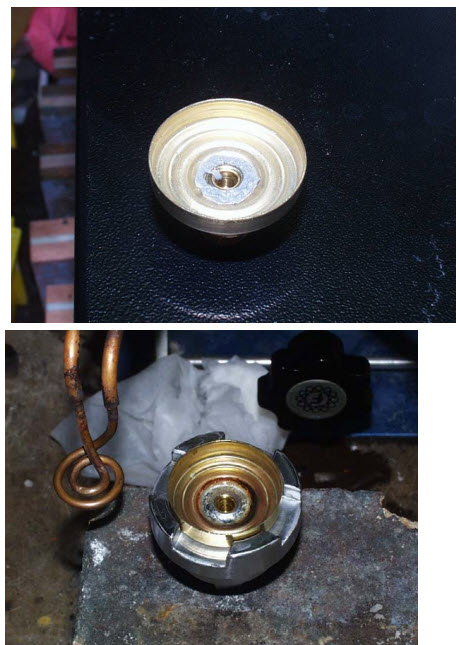
Note: Brazing a pressure switch base assembly
Objective:
Heating a copper assembly to temperature for a brazing application
End Product:
Pressure switch assembly
Equipment:
Ambrell 5kW induction heating system, equipped with a remote workhead containing two 1.5Ä μF capacitors for a total of 0.75Ä μF An induction heating coil designed and developed specifically for this application.
Materials:
Customer-supplied brass base, 1.46 in (37mm.) outer diameter, 0.45 in (11mm.) long, brass connector 0.31 in (8mm.)inner diameter, 0.93 in (24mm.) long, solder paste
Temperature:
450 °F (232 °C)
Frequency:
395 kHz
Testing:
A single position pancake style coil is used to generate the required heating for the application. Solder paste is applied to the assembly around the joint area. The part is then placed underneath the coil and into the customer supplied fixture. This part is heated in approximately 12 seconds and reaches the temperature flowing the solder. The customer is going to need to solder 2 parts (base and connector) together in 8-10 seconds.
Benefits:
-
Hands-free heating that involves no operator skill for manufacturing
-
Even distribution of heating
-
Precise, controllable heat
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000