
 Bonding Solar Panel Shingles
Bonding Solar Panel Shingles Bonding Solar Panel Shingles
Bonding Solar Panel Shingles






![]()
Benefits of Induction Bonding
Induction delivers precise, repeatable control of the temperature and timing of the bonding process with no open flame or batch process requirement.
Induction's rapid heating reduces process times while easily integrating to in-line and cell assembly operations. Savings from reduced energy consumption, improved joint quality from controlled and non-contact heating.
bonding Application Notes
Select from our collection of bonding notes, developed over 39 years supporting our customers. Read how we helped to solve their process heating challenges!
 Bonding a plastic handle to a surgical knife
Bonding a plastic handle to a surgical knife
Bonding handle of a stainless steel surgical knife into a plastic handle for very small areas within precise production tolerances
 Induction Bonding Steel Cannulas
Induction Bonding Steel Cannulas
For each size cannula, the power delivered to the part was optimized to create a bond between the cannula and its bushing, without discoloring the steel of the cannula or causing the bushing to become opaque
 Induction Bonding Aluminum & Carbon Fiber Coupons
Induction Bonding Aluminum & Carbon Fiber Coupons
Bonding aluminum & carbon fiber coupons with induction Testing from THE LAB confirmed the feasibility of the heating process for the customer.
 Bonding Steel Wire; Rubber Molding
Bonding Steel Wire; Rubber Molding
To heat steel wire embedded in an automotive rubber molding. Testing from THE LAB confirmed the feasibility of the heating process for the customer.
 Bonding Steel Tubes to Plastic Tubes with Induction
Bonding Steel Tubes to Plastic Tubes with Induction
Bonding with induction took just five seconds with our lowest power unit to deliver the bond just where it was needed.
 Debonding Rubber Gaskets, End Rings
Debonding Rubber Gaskets, End Rings
It took a modest amount of time to debond the rubber gasket from the metal end ring in this release/debonding induction application. Heat is delivered only where needed.
 Induction Bonding Adhesive to a Steel Washer (Automotive)
Induction Bonding Adhesive to a Steel Washer (Automotive)
Bonding with induction heated a steel washer to the target temperature to enabling adhesive curing; it will be part of an automated process for an automotive industry application
 Induction Bonding Plastic with a Steel Gasket
Induction Bonding Plastic with a Steel Gasket
Induction bonding enables rapid heating, can easily be integrated into the client's manufacturing process due to modest space requirements and delivers a highly repeatable process.
 De-bonding a Magnetic Steel Paint Can Lid
De-bonding a Magnetic Steel Paint Can Lid
The goal of the induction bonding process is to quickly and cleanly remove the can lid and to pour out paint to reformulate. Induction enabled rapid removal of the paint can lids.
 Bonding a Stainless Steel Sheet to a Soundproofing Mat
Bonding a Stainless Steel Sheet to a Soundproofing Mat
The part was assembled with the mat in contact with the stainless steel sheet. The part was set on non-conductive material, and placed inside the coil.
 De-Bonding Urethane From A Steel Insert (Doffer Pad)
De-Bonding Urethane From A Steel Insert (Doffer Pad)
A three-turn pancake style coil is used to de-bond urethane from the steel disc. The part is placed onto two 0.10in (2.5mm) thick ceramic rods on top of the coil and heated for 15 seconds...
 Debonding inserts for manifold
Debonding inserts for manifold
A four-turn two-position helical coil is used to debond the inserts from the plastic. The coil is placed against the manifold and power is applied to the two inserts for 15 seconds to soften the plastic...
 Bonding a stainless steel needle to a plastic shank
Bonding a stainless steel needle to a plastic shank
A pancake/plate coil is used in this application. Ten assemblies are placed in the coil and power is applied for 1 second to melt the plastic to the stainless steel needle
 Sealing a Nylon Shell for a fuel vapor Assembly
Sealing a Nylon Shell for a fuel vapor Assembly
Filter modules are assembled on the fixture with ring gasket. Pressure is applied to the modules, modules are rotated and induction heating is started. After 10-12 seconds, heating is halted and the modules are removed from the fixture.
 Bonding Rubber Gaskets to a Steel Gas Intake Manifold
Bonding Rubber Gaskets to a Steel Gas Intake Manifold
Two two-turn pancake coils are specially contoured to the the shape of the steel assembly to produce uniform heat in the gasket areas.
 Debonding rubber coating from a steel casted water valve
Debonding rubber coating from a steel casted water valve
Induction heating provides minimal, if any, damage to parts process, is more environmentally-friendly without use of noxious chemicals and delivers even distribution of heating
 Debond rubber seal from steel oil seal ring
Debond rubber seal from steel oil seal ring
Induction heating provides highly accurate, fast, more efficient placement of heat, no effect to surrounding components
 Bonding plastic sleeve to stainless steel handle for food industry
Bonding plastic sleeve to stainless steel handle for food industry
Induction heating provides highly accurate, fast, more efficient placement of heat, no effect to surrounding components
 De-bonding Stainless Steel & Carbon Fiber Assembly
De-bonding Stainless Steel & Carbon Fiber Assembly
Induction heating process is more environmentally-friendly without the use of noxious chemicals
 Metal to plastic bonding of beer kegs
Metal to plastic bonding of beer kegs
A single-turn solenoid coil is placed around the assembled beer keg and heated for 35 seconds as the keg is rotated. Pressure is applied with a press on the top rim whilst the keg is rotating, forming a seal between the aluminum mesh and the two halves of the beer keg.
 Bonding Metal to Plastic for Dental Tools
Bonding Metal to Plastic for Dental Tools
Reliable bonds are produced when the diameters of the preassembled parts are consistent with little clearance before they are heated.
 Bonding Metal Housings to Plastic Holders for Lenses
Bonding Metal Housings to Plastic Holders for Lenses
Induction heating improves processing quality by delivering uniform heat to two parts at once using a single-turn peanut' coil. Localized heat enables easy alignment of optical components during final assembly
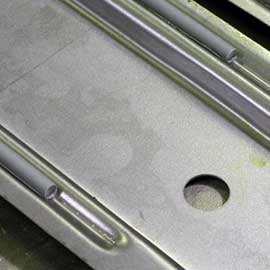
To heat the stainless steel substrate of a solar panel shingle in order to melt the polymer encapsulant, allowing two shingles to bond together with a 3 inch overlap.
 Bonding Automotive Trim Vinyl Covering
Bonding Automotive Trim Vinyl Covering
Heating to 500 °F is accomplished through the use of the unique coil; molding is continuously processed at a rate over 20 feet per minute.
 Press-Bonding Metal Clips Into Sealers
Press-Bonding Metal Clips Into Sealers
To heat metal clips and press-bond them into rubber seals. The metal needs to be heated to 250 °F to 350 °F with a cycle time not exceeding 3 seconds
bonding Application Notes
Thank you Friend for trusting us with your bonding inquiries. Read any of our application notes below without registration.
 Induction Bonding Steel Cannulas
Induction Bonding Steel Cannulas
For each size cannula, the power delivered to the part was optimized to create a bond between the cannula and its bushing, without discoloring the steel of the cannula or causing the bushing to become opaque
 Induction Bonding Aluminum & Carbon Fiber Coupons
Induction Bonding Aluminum & Carbon Fiber Coupons
Bonding aluminum & carbon fiber coupons with induction Testing from THE LAB confirmed the feasibility of the heating process for the customer.
 Bonding Steel Wire; Rubber Molding
Bonding Steel Wire; Rubber Molding
To heat steel wire embedded in an automotive rubber molding. Testing from THE LAB confirmed the feasibility of the heating process for the customer.
 Bonding Steel Tubes to Plastic Tubes with Induction
Bonding Steel Tubes to Plastic Tubes with Induction
Bonding with induction took just five seconds with our lowest power unit to deliver the bond just where it was needed.
 Debonding Rubber Gaskets, End Rings
Debonding Rubber Gaskets, End Rings
It took a modest amount of time to debond the rubber gasket from the metal end ring in this release/debonding induction application. Heat is delivered only where needed.
 Induction Bonding Adhesive to a Steel Washer (Automotive)
Induction Bonding Adhesive to a Steel Washer (Automotive)
Bonding with induction heated a steel washer to the target temperature to enabling adhesive curing; it will be part of an automated process for an automotive industry application
 Induction Bonding Plastic with a Steel Gasket
Induction Bonding Plastic with a Steel Gasket
Induction bonding enables rapid heating, can easily be integrated into the client's manufacturing process due to modest space requirements and delivers a highly repeatable process.
 De-bonding a Magnetic Steel Paint Can Lid
De-bonding a Magnetic Steel Paint Can Lid
The goal of the induction bonding process is to quickly and cleanly remove the can lid and to pour out paint to reformulate. Induction enabled rapid removal of the paint can lids.
 Bonding a Stainless Steel Sheet to a Soundproofing Mat
Bonding a Stainless Steel Sheet to a Soundproofing Mat
The part was assembled with the mat in contact with the stainless steel sheet. The part was set on non-conductive material, and placed inside the coil.
 De-Bonding Urethane From A Steel Insert (Doffer Pad)
De-Bonding Urethane From A Steel Insert (Doffer Pad)
A three-turn pancake style coil is used to de-bond urethane from the steel disc. The part is placed onto two 0.10in (2.5mm) thick ceramic rods on top of the coil and heated for 15 seconds...
 Debonding inserts for manifold
Debonding inserts for manifold
A four-turn two-position helical coil is used to debond the inserts from the plastic. The coil is placed against the manifold and power is applied to the two inserts for 15 seconds to soften the plastic...
 Bonding a stainless steel needle to a plastic shank
Bonding a stainless steel needle to a plastic shank
A pancake/plate coil is used in this application. Ten assemblies are placed in the coil and power is applied for 1 second to melt the plastic to the stainless steel needle
 Sealing a Nylon Shell for a fuel vapor Assembly
Sealing a Nylon Shell for a fuel vapor Assembly
Filter modules are assembled on the fixture with ring gasket. Pressure is applied to the modules, modules are rotated and induction heating is started. After 10-12 seconds, heating is halted and the modules are removed from the fixture.
 Bonding Rubber Gaskets to a Steel Gas Intake Manifold
Bonding Rubber Gaskets to a Steel Gas Intake Manifold
Two two-turn pancake coils are specially contoured to the the shape of the steel assembly to produce uniform heat in the gasket areas.
 Debonding rubber coating from a steel casted water valve
Debonding rubber coating from a steel casted water valve
Induction heating provides minimal, if any, damage to parts process, is more environmentally-friendly without use of noxious chemicals and delivers even distribution of heating
 Debond rubber seal from steel oil seal ring
Debond rubber seal from steel oil seal ring
Induction heating provides highly accurate, fast, more efficient placement of heat, no effect to surrounding components
 Bonding plastic sleeve to stainless steel handle for food industry
Bonding plastic sleeve to stainless steel handle for food industry
Induction heating provides highly accurate, fast, more efficient placement of heat, no effect to surrounding components
 De-bonding Stainless Steel & Carbon Fiber Assembly
De-bonding Stainless Steel & Carbon Fiber Assembly
Induction heating process is more environmentally-friendly without the use of noxious chemicals
 Metal to plastic bonding of beer kegs
Metal to plastic bonding of beer kegs
A single-turn solenoid coil is placed around the assembled beer keg and heated for 35 seconds as the keg is rotated. Pressure is applied with a press on the top rim whilst the keg is rotating, forming a seal between the aluminum mesh and the two halves of the beer keg.
 Bonding Metal to Plastic for Dental Tools
Bonding Metal to Plastic for Dental Tools
Reliable bonds are produced when the diameters of the preassembled parts are consistent with little clearance before they are heated.
 Bonding Metal Housings to Plastic Holders for Lenses
Bonding Metal Housings to Plastic Holders for Lenses
Induction heating improves processing quality by delivering uniform heat to two parts at once using a single-turn peanut' coil. Localized heat enables easy alignment of optical components during final assembly
To heat the stainless steel substrate of a solar panel shingle in order to melt the polymer encapsulant, allowing two shingles to bond together with a 3 inch overlap.
 Bonding Automotive Trim Vinyl Covering
Bonding Automotive Trim Vinyl Covering
Heating to 500 °F is accomplished through the use of the unique coil; molding is continuously processed at a rate over 20 feet per minute.
 Bonding a plastic handle to a surgical knife
Bonding a plastic handle to a surgical knife
Bonding handle of a stainless steel surgical knife into a plastic handle for very small areas within precise production tolerances
 Press-Bonding Metal Clips Into Sealers
Press-Bonding Metal Clips Into Sealers
To heat metal clips and press-bond them into rubber seals. The metal needs to be heated to 250 °F to 350 °F with a cycle time not exceeding 3 seconds
10 Induction Heating Application Notes
 We have collected these 10 popular Application Notes to help you understand the many ways induction heating can improve your heating processes.
We have collected these 10 popular Application Notes to help you understand the many ways induction heating can improve your heating processes.
10 Automotive Application Notes
 We have collected these 10 popular Application Notes to help you understand the many ways induction heating can improve your precision automotive manufacturing processes.
We have collected these 10 popular Application Notes to help you understand the many ways induction heating can improve your precision automotive manufacturing processes.
AMBRELL CORPORATION
1655 Lyell Avenue
Rochester, NY 14606
United States
F: +1 585 889 4030
AMBRELL B.V.
Holtersweg 1
7556 BS Hengelo
The Netherlands
AMBRELL Ltd.
Unit 6, Space Business Centre
Tewkesbury Road
Cheltenham, GLOS, GL51 9FL
United Kingdom
F: +31 546 788 154