




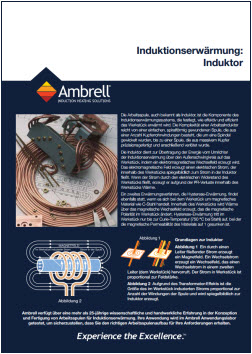
Induktionserwärmungssystem
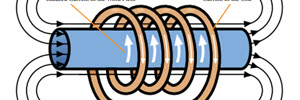
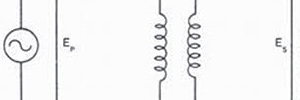
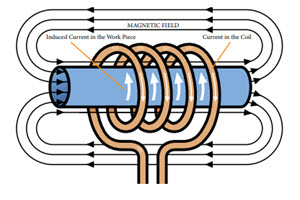
Die Grundbestandteile eines Induktionserwärmungssystems sind ein Wechselstrom-Generator, ein Induktor und ein Werkstück (zu erwärmender oder zu behandelnder Werkstoff). Der Generator oder Umrichter sendet Wechselstrom durch den Induktor, wodurch ein Magnetfeld entsteht. Wenn das Werkstück in den Induktor gebracht wird, erzeugt das Magnetfeld Wirbelströme im Werkstück und damit eine genaue Menge sauberer, genau lokalisierter Wärme, ohne physische Berührung zwischen dem Induktor und dem Werkstück. Ein Wasserkühler dient dabei zur Kühlung des Werkstücks und des Induktionssystems

Betriebsfrequenz
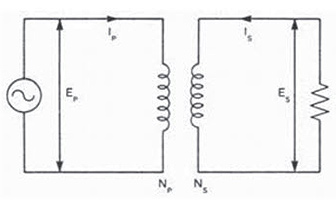
Es besteht eine Beziehung zwischen der Frequenz des Wechselstroms und seiner Eindringtiefe im Werkstück. Dabei gilt: Je größer das Werkstück, desto niedriger die Frequenz, je kleiner das Werkstück, desto höher die Frequenz. Die Betriebsfrequenz wird bestimmt durch die Kapazität des Tankkreislaufs, die Induktivität der Spule und die Materialeigenschaften des Werkstücks.
Magnetische Materialien
Magnetische Werkstoffe erwärmen sich aufgrund der Auswirkungen hysteresischer Erwärmung schneller als nichtmagnetische. Magnetische Materialien weisen einen natürlichen Widerstand gegen die schnell wechselnden Magnetfelder im Induktor auf. Hysterese-Erwärmung erfolgt bei Temperaturen unter dem „Curiepunkt“ – der Temperatur, bei der ein magnetisches Material seine magnetischen Eigenschaften verliert. Der im Werkstück induzierte Stromfluss ist auf der Oberfläche am stärksten und nimmt unter der Oberfläche schnell ab. Dadurch erwärmt sich das Äußere des Werkstücks schneller als das Innere; 80% der im Werkstück erzeugten Wärme wird in der äußeren Schicht produziert. Das wird als „Hauteffekt“ bezeichnet. Höhere Betriebsfrequenzen habe eine flache Hauttiefe, während Niederfrequenzen eine dickere Haut haben und tiefer eindringen.
Eindringtiefe
Die Effizienz der induktiven Erwärmung wird maximiert, wenn Ihr Werkstück im Inneren des Induktors platziert werden kann. Sollte dies aufgrund Ihres speziellen Verfahrens nicht möglich sein, wird der Induktor außerhalb des Werkstücks angebracht. Größe und Form des wassergekühlten Induktors entsprechen der Form Ihres Werkstücks und den Variablen Ihres Verfahrens.
Kopplungseffizienz
Die Kopplung bezieht sich auf die proportionale Beziehung zwischen der Menge des in dem Werkstück fließenden Stroms und dem Abstand zwischen dem Werkstück und dem Induktor. Enge Kopplungen erhöhen üblicherweise den Stromfluss und steigern dadurch die Menge der in dem Werkstück produzierten Wärme. Wichtig ist, dass der Abstand zwischen Induktor und Werkstoff dem gewünschten Erwärmungsgrad optimal entspricht. Zur Erzielung einer hohen Kopplungseffizienz können viele Komponenten unserer Induktionssysteme entsprechend eingestellt werden.
Spulendesign
Bei der Bestimmung der für eine spezifische Anwendung erforderlichen Wärmeenergie müssen verschiedene Variablen berücksichtigt werden:
Die Masse, die spezifische Wärme und die elektrischen Eigenschaften des WerkstücksDer erforderliche Temperaturwechselgrad
Die Wärmeverluste, die während des Erwärmungsvorgangs entstehen.
Sobald wir den für Ihr Werkstück erforderlichen Energielevel bestimmt haben, können wir das passende Induktionssystem auswählen und auch die Kopplungseffizienz mit berücksichtigen.
Über Induktionserwärmung
Induktionserwärmung ist eine schnelle, effiziente, genaue, wiederholbare und kontaktlose Methode, um Metalle oder andere Stromleiter-Materialien zu erwärmen. Das Material kann ein Metall wie Stahl, Kupfer, Aluminium oder Messing sein oder auch ein Halbleiter wie Karbon, Graphit oder Silikon-Karbid. Um nichtleitende Materialien wie Kunststoffe oder Glas zu erwärmen, wird die Induktion verwendet, um einen Stromleiter-Suszeptor wie Graphit zu erwärmen, der dann seinerseits die Wärme auf das nichtleitende Material überträgt.

Induktive Erwärmung: Induktoren
Eine Induktionsspule ist eine Komponente der Induktionserwärmungsanlage, die definiert, wie effektiv und effizient Ihr Werkstück erwärmt wird.
Bitte lesen Sie unsere Informationsbroschüre, in der die Grundlagen der Induktoren und ihr Design erklärt werden.

AMBRELL CORPORATION
1655 Lyell Avenue
Rochester, NY 14606
United States
F: +1 585 889 4030
AMBRELL B.V.
Holtersweg 1
7556 BS Hengelo
The Netherlands
F: +31 546 788 154
AMBRELL Ltd.
Unit 6, Space Business Centre
Tewkesbury Road
Cheltenham, GLOS, GL51 9FL
United Kingdom
F: +31 546 788 154