

Objective
End Product
RF attenuator
Equipment
Ambrell 2.4 kW induction heating system, equipped with a remote workhead containing two 0.5 µF capacitors for a total of 1.0 µF
An induction heating coil designed and developed specifically for this application.
Materials
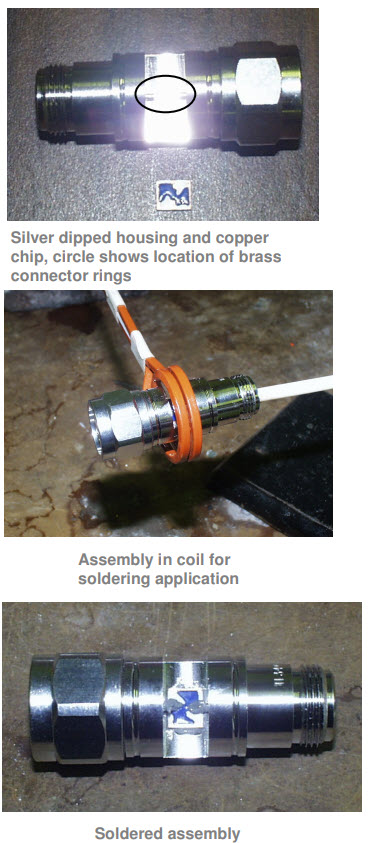
Copper chip .22” (5.5mm) x .26” (6.6mm), .04” (1mm) thickness, silver dipped brass housing .67” (17mm) diameter and 2.2” (55.8mm) long, solder paste
Temperature
425 ºF (218 ºC)
Frequency
264 kHz
Testing
A two turn helical is used to solder the chip to the housing. Solder paste is applied to the base of the copper chip and also to the 2 brass connector pins. The assembly is placed in the coil and power is applied for 55 seconds to flow the solder in the three areas.
The customer is currently soldering the three areas individually by hand with a hot plate and soldering iron and experiencing inconsistent results from operator to operator. By switching to induction heat the customer can perform the application with 2 less operators, increase their production rate by 50% and also reduce scrap parts.
Benefits
Induction heating provides:
-
Repeatable consistent results
-
All three areas are soldered at the same time, not individually
-
Faster process time, increased production
-
Even distribution of heating
Image
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000