

Objective
End Product
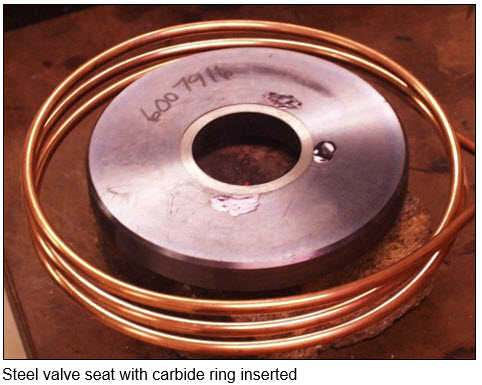
valve seat
Equipment
Ambrell EASYHEATTM 10 kW, 150-400 kHz solid state induction power supply with a workhead and coil specifically designed for this application.
Materials
Steel valve seat 6” (152.4mm) OD with 3” (76.2mm) ID hole & .75” (19mm) thick, carbide ring
Temperature
500 ºF ( 260 ºC)
Frequency
185 kHz
Testing
A three-turn helical coil is used to heat the steel valve seat. The steel valve seat is placed in the coil and heated for 50 seconds to enlarge the center hole and drop the carbide ring in for the shrink fitting process.
Benefits
• Accurate and repeatable results
• Ease of integration into existing production lines
• Energy efficient, only heats the part, not the atmosphere around it
• Hands-free heating that involves no operator skill for manufacturing
• Even distribution of heating
Image
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000