

Objective
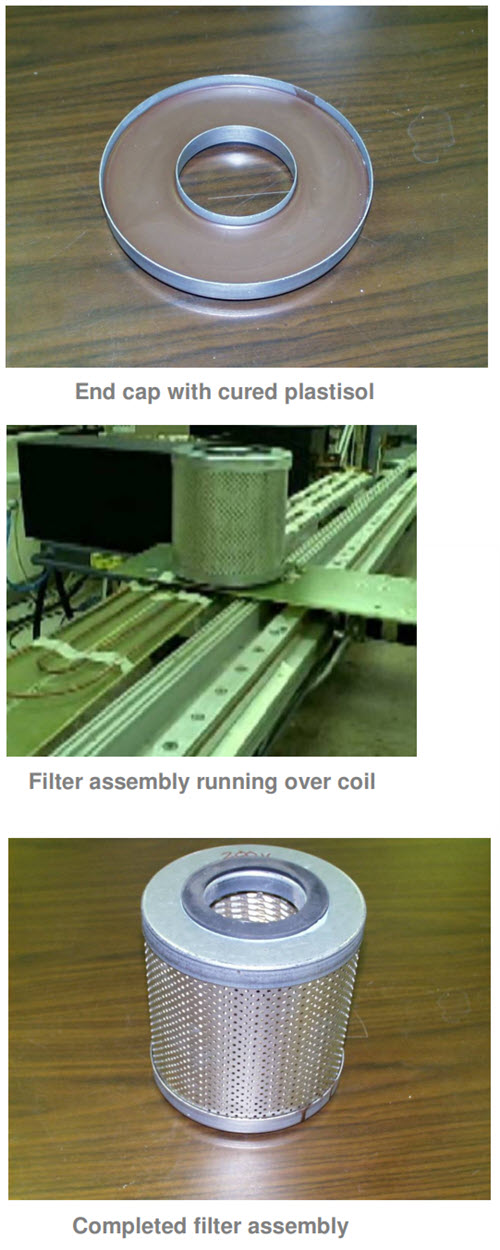
Curing plastisol adhesive on both ends of a filter assembly to create a bond between the filter and end caps
End Product
Filter assembly
Equipment
-
Ambrell 30 kW induction heating system, equipped with a remote workhead containing eight 1.0µF capacitors for a total of 2.0µF
-
An induction heating coil designed and developed specifically for this application.
Materials
End caps 6” (152mm) in diameter, filter and plastisol
Temperature
450 ºF (232 ºC)
Frequency
74 kHz
Testing
A 5’ (1.5m) zig zag shaped coil is used for this curing process. One end cap is filled with 4.3oz (128mL) of plastisol, the filter is placed in the end cap and the assembly is moved over the coil on a sled for a heat cycle of 6 minutes and 40 seconds. When the assembly reaches the end of the run the plastisol is cured. The assembly is flipped over and the 2nd end cap is filled with plastisol & the filter assembly is placed in the 2nd end cap. The compete assembly is then processed for another 6 minutes and 40 seconds to cure and bond both ends of the filter assembly.
Benefits
-
Improved distribution of heat
-
Much faster cure time than heat plates previously used
-
Much faster production rate
-
Hands-free heating that involves no operator skill for manufacturing
Image
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000