

Objective
Heat a 0.50” (12.7)mm brass insert for debonding application
End Product
Intake manifold
Equipment
-
Ambrell 2kW induction heating system, equipped with a remote heat station containing two 0.66µF capacitors for a total capacitance of 1.32µF.
-
An induction heating coil designed and developed specifically for this application.
Materials
Intake manifold and 0.50” (12.7)mm diameter brass insert
Temperature
500 ºF (260 ºC)
Frequency
215 kHz
Testing
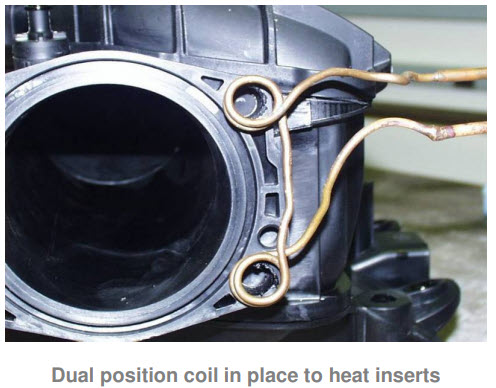
A four-turn two-position helical coil is used to debond the inserts from the plastic. The coil is placed against the manifold and power is applied to the two inserts for 15 seconds to soften the plastic. Power is turned off and a threaded steel screw is inserted into the parts and the inserts are easily removed from the manifold.
This debonding process is for recycling 10,000 defective parts that QES has received the contract for debond the brass from the plastic and recycle the plastic. Induction makes it possible to simultaneously heat both inserts for removal saving time in the recycle process.
Benefits
-
Rapid and accurate placement of heat
-
Faster process time
-
Consistent and repeatable results
-
Easier removal of inserts
-
Even distribution of heating
Image
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000