

Objective
To heat a variety of copper tubes for annealing applications; the end products are formed tubes and pipes for various industrial uses
End Product
Copper tubes
Equipment
Ambrell EKOHEAT 100 kW, 15-40 kHz induction heating system equipped with a remote workhead containing eight 10 μF capacitors for a total capacitance of 20 μF
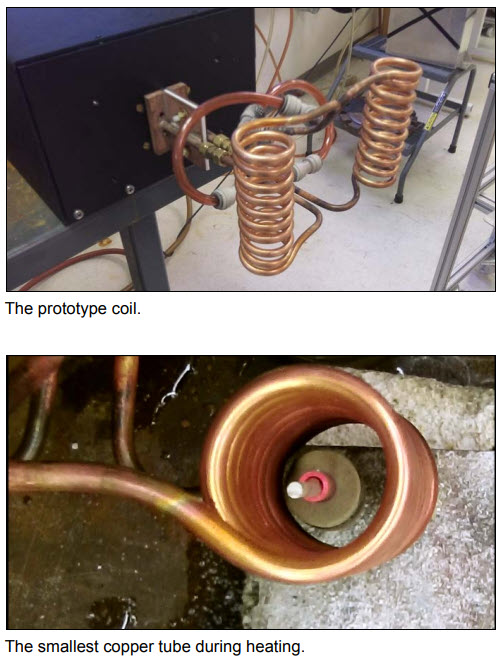
A multiple position ten-turn helical induction heating coil
A multiple position ten-turn helical induction heating coil
Materials
Customer supplied copper tubes (height up to 5.5”/ 140 mm and a diameter up to 0.7”/ 17.8 mm)
Temperature
1200 ºF (649 ºC)
Frequency
24 kHz
Testing
Initial testing was conducted to optimize the power delivered to the tubes. An EKOHEAT 35 kW/30 kHz induction power supply was used and the power requirements for actual production were calculated based on testing. With a 100 kW power supply, copper tubes – up to the largest diameter required – can be heated to temperature within five seconds. A prototype coil was used during testing,
Benefits
Speed: Copper tubes of various geometries heated to temperature in a matter of seconds
Repeatability: Induction offers the same result every time, which makes it ideal for a potentially high volume process such as this one
Footprint: Induction requires a minimal footprint so it’s easy to integrate into production environments
Ambrell Lab Expertise: The client leveraged the lab to come up with the right induction solution based on their production requirements
Repeatability: Induction offers the same result every time, which makes it ideal for a potentially high volume process such as this one
Footprint: Induction requires a minimal footprint so it’s easy to integrate into production environments
Ambrell Lab Expertise: The client leveraged the lab to come up with the right induction solution based on their production requirements
Image
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000